

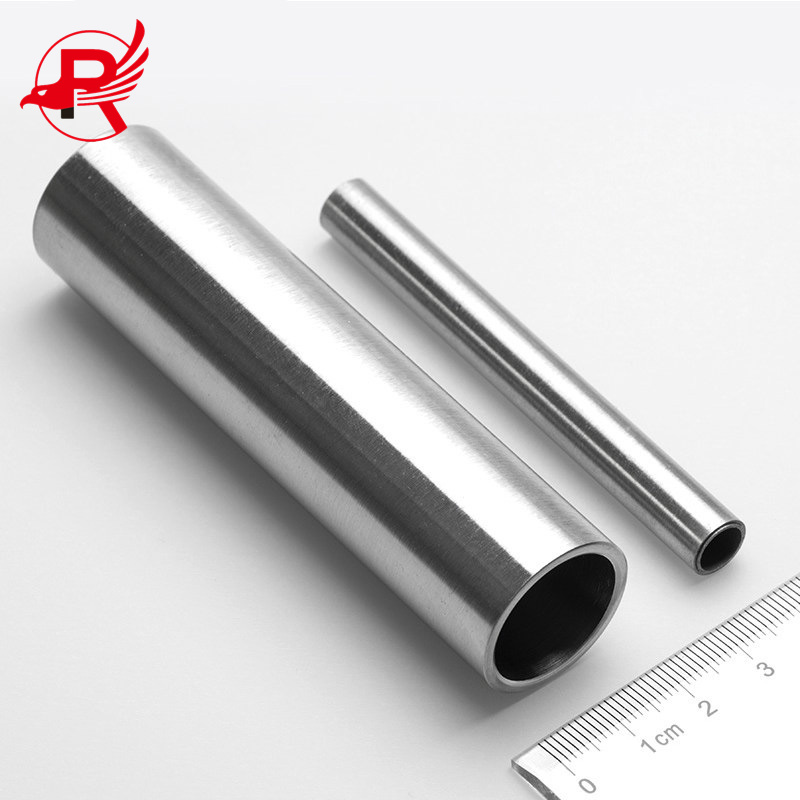
Најбоља цена АСТМ А312 304 304Л 316Л Цев од нерђајућег челика




| Назив производа | Округла цев од нерђајућег челика |
| Стандардно | ASTM AISI DIN, EN, GB, JIS |
| Врста челика
| Серија 200: 201, 202 |
| Серија 300: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| Серија 400: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Дуплекс челик: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Спољни пречник | 6-2500 мм (по потреби) |
| Дебљина | 0,3 мм-150 мм (по потреби) |
| Дужина | 2000 мм/2500 мм/3000 мм/6000 мм/12000 мм (по потреби) |
| Техника | Беспрекорно |
| Површина | Бр. 1 2B BA 6K 8K Огледало бр. 4 HL |
| Толеранција | ±1% |
| Ценовни услови | ФОБ, ЦФР, ЦИФ |










Цев од нерђајућег челика је врста шупљег дугог округлог челика, која се углавном користи у индустријским транспортним цевоводима као што су нафтна, хемијска индустрија, медицинска, прехрамбена, лака индустрија, машински инструменти итд., као и за механичке структурне компоненте. Поред тога, када су чврстоћа на савијање и торзионо поље исте, тежина је лакша, па се широко користи и у производњи механичких делова и инжењерских конструкција. Такође се често користи као намештај и кухињски прибор итд.
Напомена:
1. Бесплатно узорковање, 100% осигурање квалитета након продаје, подржава било који начин плаћања;
2. Све остале спецификације округлих цеви од угљеничног челика доступне су према вашим захтевима (OEM и ODM)! Фабричку цену добићете од ROYAL GROUP.
Хемијски састав цеви од нерђајућег челика
| Хемијски састав % | ||||||||
| Оцена | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5-7. 5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16,0 -18,0 | - |
| 202 | ≤0,15 | ≤1,0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4,0-6,0 | 17,0-19,0 | - |
| 301 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 6,0-8,0 | 16,0-18,0 | - |
| 302 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 8,0-10,0 | 17,0-19,0 | - |
| 304 | ≤0,0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 8,0-10,5 | 18,0-20,0 | - |
| 304Л | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0-13,0 | 18,0-20,0 | - |
| 309С | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0-15,0 | 22,0-24,0 | - |
| 310С | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,035 | ≤ 0,03 | 19,0-22,0 | 24,0-26,0 | |
| 316 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 10,0-14,0 | 16,0-18,0 | 2,0-3,0 |
| 316Л | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0 - 15,0 | 16,0 -1 8,0 | 2,0 -3,0 |
| 321 | ≤ 0,08 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0 - 13,0 | 17,0 -1 9,0 | - |
| 630 | ≤ 0,07 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | 3,0-5,0 | 15,5-17,5 | - |
| 631 | ≤0,09 | ≤1,0 | ≤1,0 | ≤0,030 | ≤0,035 | 6,50-7,75 | 16,0-18,0 | - |
| 904Л | ≤ 2,0 | ≤0,045 | ≤1,0 | ≤0,035 | - | 23,0·28,0 | 19,0-23,0 | 4,0-5,0 |
| 2205 | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22,0-23,0 | 3,0-3,5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6,0-8,0 | 24,0-26,0 | 3,0-5,0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0,24 -0,26 | - |
| 410 | ≤0,15 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | - | 11,5-13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1,0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0 -18,0 | |
Кроз различите методе обраде хладног ваљања и површинске обраде након ваљања, површинска завршна обрада нерђајућег челикабармогу имати различите типове.

Површинска обрада цеви од нерђајућег челика има бр. 1, 2Б, бр. 4, ХЛ, бр. 6, бр. 8, БА, ТР тврдо, поново ваљано светло 2Х, полирање светло и друге површинске завршне обраде итд.
БР. 1: Површина бр. 1 односи се на површину добијену термичком обрадом и кисељењем након топлог ваљања цеви од нерђајућег челика. Служи за уклањање црног оксидног слоја насталог током топлог ваљања и термичке обраде кисељењем или сличним методама обраде. Ово је обрада површине бр. 1. Површина бр. 1 је сребрно бела и мат. Углавном се користи у индустријама отпорним на топлоту и корозију које не захтевају површински сјај, као што су индустрија алкохола, хемијска индустрија и велики контејнери.
2Б: Површина 2Б се разликује од 2Д површине по томе што је изглађена глатким ваљком, па је светлија од 2Д површине. Вредност храпавости површине Ra коју мери инструмент је 0,1~0,5μm, што је најчешћи тип обраде. Ова врста површине траке од нерђајућег челика је најсвестранија, погодна за општу намену, која се широко користи у хемијској, папирној, нафтној, медицинској и другим индустријама, а може се користити и као завесни зид зграда.
TR тврда завршна обрада: TR нерђајући челик се назива и тврди челик. Његове репрезентативне врсте челика су 304 и 301, а користе се за производе који захтевају високу чврстоћу и тврдоћу, као што су железничка возила, транспортне траке, опруге и заптивке. Принцип је да се користе карактеристике очвршћавања аустенитног нерђајућег челика како би се повећала чврстоћа и тврдоћа челичне плоче методама хладне обраде, као што је ваљање. Тврди материјал користи неколико процената до неколико десетина процената благог ваљања да би заменио благу равност основне површине 2B, а након ваљања се не врши жарење. Стога је TR тврда површина тврдог материјала ваљана након хладног ваљања.
Поново ваљана светла 2Х: Након процеса ваљања, цев од нерђајућег челика ће бити обрађена светло жарење. Цев се може брзо хладити помоћу линије за континуирано жарење. Брзина кретања цеви од нерђајућег челика на линији је око 60м~80м/мин. Након овог корака, површинска обрада ће бити 2Х поново ваљана светла.
Бр. 4: Површина бр. 4 је фино полирана површинска завршна обрада која је светлија од површине бр. 3. Такође се добија полирањем хладно ваљане цеви од нерђајућег челика са површином 2 D или 2 B као основом и полирањем абразивном траком величине зрна од 150-180# машински обрађене површине. Вредност храпавости површине Ra мерена инструментом је 0,2~1,5μm. Површина бр. 4 се широко користи у опреми за ресторане и кухиње, медицинској опреми, архитектонској декорацији, контејнерима итд.
HL: HL површина се обично назива завршна обрада у облику длаке. Јапански JIS стандард прописује да се абразивна трака од 150-240# користи за полирање добијене континуиране абразивне површине у облику длаке. У кинеском стандарду GB3280, прописи су прилично нејасни. HL површинска завршна обрада се углавном користи за декорацију зграда као што су лифтови, покретне степенице и фасаде.
Бр. 6: Површина бр. 6 је базирана на површини бр. 4 и додатно је полирана Тампико четком или абразивним материјалом величине честица W63 према стандарду GB2477. Ова површина има добар метални сјај и меке перформансе. Рефлексија је слаба и не рефлектује слику. Због овог доброг својства, веома је погодна за израду завесних зидова зграда и декорација зграда, а такође се широко користи као кухињски прибор.
БА: БА је површина добијена светлом термичком обрадом након хладног ваљања. Светла термичка обрада је жарење у заштитној атмосфери која гарантује да површина не оксидира како би се сачувао сјај хладно ваљане површине, а затим се користи високо прецизни ваљак за глачање ради лаганог изравнавања како би се побољшао сјај површине. Ова површина је близу огледалског сјаја, а вредност храпавости површине Ra мерена инструментом је 0,05-0,1μм. БА површина има широк спектар примене и може се користити као кухињски прибор, кућни апарати, медицинска опрема, ауто делови и декорације.
Бр. 8: Бр. 8 је површина са огледалском завршном обрадом и највећом рефлективношћу без абразивних зрна. Индустрија дубоке прераде нерђајућег челика назива и 8К плоче. Генерално, БА материјали се користе као сировине за огледалску завршну обраду само брушењем и полирањем. Након огледалске завршне обраде, површина је уметничка, па се углавном користи за декорацију улаза у зграде и унутрашњу декорацију.
Главни производни процес: округли челик → поновна инспекција → љуштење → завршно сечење → центрирање → загревање → перфорација → кисељење → равна глава → инспекција и брушење → хладно ваљање (хладно цртање) → одмашћивање → термичка обрада → исправљање → сечење цеви (на одређену дужину) → кисељење/пасивација → инспекција готовог производа (вртоглаве струје, ултразвук, притисак воде) → паковање и складиштење.
1. Сечење округлог челика: Након пријема округлог челика из складишта сировина, израчунајте дужину сечења округлог челика према захтевима процеса и нацртајте линију на округлом челику. Челици се слажу према врстама челика, бројевима термичке ватре, бројевима производних серија и спецификацијама, а крајеви се разликују бојама различитих боја.
2. Центрирање: Приликом центрирања бушилице са попречним краком, прво пронађите централну тачку у пресеку округлог челика, избушите рупу за узорак, а затим је вертикално причврстите на сто бушилице ради центрирања. Округле шипке након центрирања се слажу према класи челика, броју термичке ватре, спецификацији и броју производне серије.
3. Љуштење: љуштење се врши након што прође инспекцију улазних материјала. Љуштење обухвата стружно љуштење и вихрово сечење. Стружно љуштење се врши на стругу методом обраде једне стезаљке и једног врха, а вихрово сечење је да се округли челик окачи на алатну машину. Извршити вихрово сечење.
4. Површински преглед: Врши се преглед квалитета ољуштеног округлог челика, а постојећи површински недостаци се обележавају, а особље за брушење ће их брусити док се не квалификују. Округле шипке које су прошле преглед се одвојено гомилају према класи челика, броју термичке обраде, спецификацији и броју производне серије.
5. Грејање округлог челика: Опрема за грејање округлог челика укључује гасну пећ са косим ложиштем и гасну пећ типа кутије. Гасна пећ са косим срцем се користи за грејање у великим серијама, а гасна пећ типа кутије се користи за грејање у малим серијама. Приликом уласка у пећ, округле шипке различитих врста челика, бројева термичке топљења и спецификација су одвојене старим спољним филмом. Када се округле шипке загреју, стругари користе посебне алате за окретање шипки како би се осигурало да се округле шипке равномерно загревају.
6. Вруће ваљање за бушење: користите јединицу за бушење и ваздушни компресор. Према спецификацијама перфорираног округлог челика, бирају се одговарајуће вођице и молибденски чепови, а загрејани округли челик се перфорира перфоратором, а пробушене отпадне цеви се насумично доводе у базен за потпуно хлађење.
7. Инспекција и брушење: Проверити да ли су унутрашње и спољашње површине одводне цеви глатке и глатке, и да ли нема цветне кожице, пукотина, међуслојева, дубоких удубљења, озбиљних трагова навоја, гвоздених стубова, прхкица, глава Баотоу и српа. Површински недостаци одводне цеви могу се отклонити локалним методом брушења. Отпадне цеви које су прошле инспекцију или оне које су прошле инспекцију након поправке и брушења са мањим недостацима, радионичари ће их повезати у снопове према захтевима и сложити према класи челика, броју пећи, спецификацији и броју производне серије одводне цеви.
8. Исправљање: Долазне отпадне цеви у радионици за перфорацију су паковане у снопове. Облик долазне отпадне цеви је савијен и потребно га је исправити. Опрема за исправљање је вертикална машина за исправљање, хоризонтална машина за исправљање и вертикална хидраулична преса (користи се за претходно исправљање када челична цев има велику кривину). Да би се спречило скакање челичне цеви током исправљања, користи се најлонска чаура за ограничавање челичне цеви.
9. Сечење цеви: Према плану производње, исправљена отпадна цев мора бити исечена главом и репом, а опрема која се користи је машина за сечење брусним точком.
10. Кисељење: Исправљена челична цев мора бити кисељена како би се уклонио оксидни камен и нечистоће са површине отпадне цеви. Челична цев се кисељи у радионици за кисељење, а затим се полако подиже у резервоар за кисељење ради кисељења помоћу потискивања.
11. Брушење, ендоскопска инспекција и унутрашње полирање: челичне цеви које су квалификоване за кисељење улазе у процес брушења спољне површине, полиране челичне цеви се подвргавају ендоскопској инспекцији, а неквалификовани производи или процеси са посебним захтевима морају се обрадити унутрашњим полирањем.
12. Процес хладног ваљања/процес хладног цртања
Хладно ваљање: Челична цев се ваља ваљцима хладне ваљаонице, а величина и дужина челичне цеви се мењају континуираном хладном деформацијом.
Хладно вучење: Челична цев се шири и смањује зид помоћу машине за хладно вучење без загревања како би се променила величина и дужина челичне цеви. Хладно вучена челична цев има високу димензионалну тачност и добру површинску обраду. Мана је што је заостали напон велики, па се често користе хладно вучене цеви великог пречника и брзина обликовања готовог производа је спора. Специфични процес хладног вучења укључује:
① Глава за заваривање главом: Пре хладног вучења, један крај челичне цеви мора бити главом заварен (челичне цеви малог пречника) или главом за заваривање (челичне цеви великог пречника) да би се припремио за процес вучења, а мала количина челичне цеви посебних спецификација мора бити загрејана, а затим главом заварена.
② Подмазивање и печење: Пре хладног вучења челичне цеви након главе (главе за заваривање), унутрашњи отвор и спољашња површина челичне цеви морају бити подмазани, а челична цев премазана мазивом мора бити осушена пре хладног вучења.
③ Хладно вучење: Челична цев након што се мазиво осуши улази у процес хладног вучења, а опрема која се користи за хладно вучење је машина за ланчано хладно вучење и хидраулична машина за хладно вучење.
13. Одмашћивање: Сврха одмашћивања је уклањање ваљаоног уља причвршћеног за унутрашњи зид и спољашњу површину челичне цеви након ваљања испирањем, како би се избегла контаминација површине челика током жарења и спречило повећање угљеника.
14. Термичка обрада: Термичка обрада враћа облик материјала кроз рекристализацију и смањује отпорност метала на деформацију. Опрема за термичку обраду је пећ за термичку обраду раствором природног гаса.
15. Кисељење готових производа: Челичне цеви након сечења подвргавају се завршном кисељењу ради површинске пасивације, тако да се на површини челичних цеви може формирати оксидни заштитни филм и побољшати одличне перформансе челичних цеви.
16. Инспекција готовог производа: Главни процес инспекције и испитивања готовог производа је инспекција мерачем → вртложна сонда → супер сонда → притисак воде → притисак ваздуха. Површинска инспекција се углавном служи за ручну проверу да ли постоје недостаци на површини челичне цеви, да ли су дужина челичне цеви и величина спољашњег зида квалификовани; детекција вртложних струја углавном користи детектор недостатака вртложним струјама да би се проверило да ли постоје рупе у челичној цеви; супердетекција углавном користи ултразвучни детектор недостатака да би се проверило да ли је челична цев напукла изнутра или споља; притисак воде и ваздуха се користи за мерење хидрауличном машином и машином за притисак ваздуха да би се открило да ли челична цев цури воду или ваздух, како би се осигурало да је челична цев у добром стању.
17. Паковање и складиштење: Челичне цеви које су прошле инспекцију улазе у простор за паковање готових производа ради паковања. Материјали који се користе за паковање укључују поклопце за рупе, пластичне кесе, тканину од змијске коже, дрвене даске, траке од нерђајућег челика итд. Спољна површина оба краја обмотане челичне цеви је обложена малим дрвеним даскама, а спољашња површина је причвршћена тракама од нерђајућег челика како би се спречио контакт између челичних цеви током транспорта и изазвало судар. Паковане челичне цеви улазе у простор за слагање готових производа.
Паковање је углавном голо, повезивање челичном жицом, веома јако.
Ако имате посебне захтеве, можете користити амбалажу отпорну на рђу и лепшу.

Превоз:Експресна достава (испорука узорка), ваздушни, железнички, копнени, морски транспорт (FCL или LCL или расути)


Наш купац

П: Да ли су произвођачи УА?
О: Да, ми смо произвођач. Имамо сопствену фабрику која се налази у граду Тјенђину, Кина.
П: Могу ли добити пробну поруџбину само неколико тона?
О: Наравно. Можемо вам послати терет са услугом ЛЦЛ транспорта (мање контејнерског оптерећења).
П: Ако је узорак бесплатан?
О: Узорак је бесплатан, али купац плаћа трошкове превоза.
П: Да ли сте добављач злата и да ли вршите гаранцију трговине?
О: Ми смо седам година добављач злата и прихватамо трговинске гаранције.
-

Бешавне цеви од нерђајућег челика (304H 304 316 316...
-

Висококвалитетна бешавна челична цев ASTM 304 304L ...
-

Кинески професионални фабрички производ од нерђајућег челика...
-

Квадратна цев од нерђајућег челика врхунског квалитета 410 410с
-
Фабрика велепродаје 2205 2507 Огледало од нерђајућег челика ...
-

2б/Ба/Бр. 1/Бр. 4/Хл/8К Сс завојница хладно ваљана/топло ваљана...





