

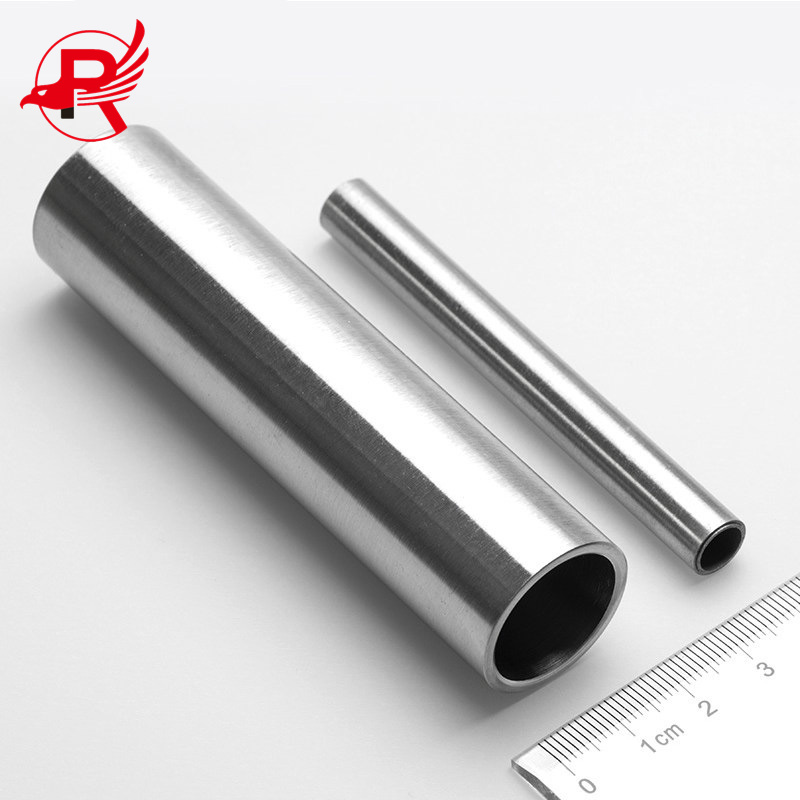
Цев од нерђајућег челика 1 мм 2 мм високог квалитета 410 420 430 440 СС цев




| тем | 410 420 430 440 Цев од нерђајућег челика |
| Стандардно | JIS, AiSi, ASTM, GB, DIN, EN |
| Место порекла | Кина |
| Назив бренда | КРАЉЕВСКИ |
| Тип | Бешавни / Заварени |
| Врста челика | Серија 200/300/400, 904L S32205 (2205), S32750 (2507) |
| Примена | Хемијска индустрија, машинска опрема |
| Услуга обраде | Савијање, заваривање, одмотавање, пробијање, сечење, обликовање |
| Техника | Топло ваљано/хладно ваљано |
| Услови плаћања | Т/Т (30% депозита) |
| Цена Рок | CIF CFR FOB франко радно место |










Цев од нерђајућег челика је врста шупљег дугог округлог челика, која се углавном користи у индустријским транспортним цевоводима као што су нафтна, хемијска индустрија, медицинска, прехрамбена, лака индустрија, машински инструменти итд., као и за механичке структурне компоненте. Поред тога, када су чврстоћа на савијање и торзионо поље исте, тежина је лакша, па се широко користи и у производњи механичких делова и инжењерских конструкција. Такође се често користи као намештај и кухињски прибор итд.
Напомена:
1. Бесплатно узорковање, 100% осигурање квалитета након продаје, подржава било који начин плаћања;
2. Све остале спецификације округлих цеви од угљеничног челика доступне су према вашим захтевима (OEM и ODM)! Фабричку цену добићете од ROYAL GROUP.
Хемијски састав цеви од нерђајућег челика
| Хемијски састав % | ||||||||
| Оцена | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5-7. 5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16,0 -18,0 | - |
| 202 | ≤0,15 | ≤1,0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4,0-6,0 | 17,0-19,0 | - |
| 301 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 6,0-8,0 | 16,0-18,0 | - |
| 302 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 8,0-10,0 | 17,0-19,0 | - |
| 304 | ≤0,0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 8,0-10,5 | 18,0-20,0 | - |
| 304Л | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0-13,0 | 18,0-20,0 | - |
| 309С | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0-15,0 | 22,0-24,0 | - |
| 310С | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,035 | ≤ 0,03 | 19,0-22,0 | 24,0-26,0 | |
| 316 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 10,0-14,0 | 16,0-18,0 | 2,0-3,0 |
| 316Л | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0 - 15,0 | 16,0 -1 8,0 | 2,0 -3,0 |
| 321 | ≤ 0,08 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0 - 13,0 | 17,0 -1 9,0 | - |
| 630 | ≤ 0,07 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | 3,0-5,0 | 15,5-17,5 | - |
| 631 | ≤0,09 | ≤1,0 | ≤1,0 | ≤0,030 | ≤0,035 | 6,50-7,75 | 16,0-18,0 | - |
| 904Л | ≤ 2,0 | ≤0,045 | ≤1,0 | ≤0,035 | - | 23,0·28,0 | 19,0-23,0 | 4,0-5,0 |
| 2205 | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22,0-23,0 | 3,0-3,5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6,0-8,0 | 24,0-26,0 | 3,0-5,0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0,24 -0,26 | - |
| 410 | ≤0,15 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | - | 11,5-13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1,0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0 -18,0 | |
Кроз различите методе обраде хладног ваљања и површинске обраде након ваљања, површинска завршна обрада нерђајућег челикабармогу имати различите типове.

Постоји много врста површинске обраде за цеви од нерђајућег челика, свака са својим јединственим карактеристикама и предностима.
Једна од најчешћих врста површинске обраде цеви од нерђајућег челика је 2Б обрада. Ова површинска обрада се постиже хладним ваљањем лима од нерђајућег челика, а затим његовим жарењем. Добијена површина има глатку, мат завршну обраду, идеалну за примене где естетика није примарна брига.
Још једна популарна завршна обрада за цеви од нерђајућег челика је брушена завршна обрада. Ова завршна обрада се постиже употребом жичане четке за стварање вертикалних или хоризонталних линија на површини цеви од нерђајућег челика. Брушене завршне обраде се често користе у применама где је естетика кључни фактор, као што су архитектонске или декоративне примене. Поред 2Б и брушене површинске обраде, цеви од нерђајућег челика имају и друге врсте површинске обраде, као што су БА површинска обрада и обрада огледалске површине.
БА завршна обрада се постиже светлим жарењем нерђајућег челика, што резултира високо рефлектујућом површинском завршном обрадом. Ефекат огледала се постиже полирањем површине нерђајућег челика до високог сјаја, што резултира изгледом огледала.
Избор површинске завршне обраде за цеви од нерђајућег челика зависи од неколико фактора као што су примена, окружење и жељени естетични изглед. На пример, 2Б завршна обрада може бити погодна за индустријске примене где естетика није критичан фактор, док брушена или огледална завршна обрада може бити погодна за архитектонске или декоративне примене. Закључно, површинска завршна обрада цеви од нерђајућег челика је важан фактор који утиче на њене перформансе и издржљивост.
Различите површинске обраде нуде различита својства и предности у зависности од примене и жељене естетике. Цеви од нерђајућег челика остају популаран материјал у разним индустријама, а њихова површинска завршна обрада игра виталну улогу у њиховом успеху.
Главни производни процес: округли челик → поновна инспекција → љуштење → завршно сечење → центрирање → загревање → перфорација → кисељење → равна глава → инспекција и брушење → хладно ваљање (хладно цртање) → одмашћивање → термичка обрада → исправљање → сечење цеви (на одређену дужину) → кисељење/пасивација → инспекција готовог производа (вртоглаве струје, ултразвук, притисак воде) → паковање и складиштење.
Први корак у производњицеви од нерђајућег челикаје избор сировина. Нерђајући челик се састоји од гвожђа, хрома и различитих количина других метала као што су никл, молибден или титанијум. Важно је одабрати висококвалитетне сировине како би се осигурао најбољи квалитет и карактеристике готовог производа.
Када се одабере сировина, следећи корак у производном процесу је топљење челика у пећи. Растопљени челик се затим сипа у калуп да би се направио очврсли гредица.
Греда се затим шаље у ваљаоницу за топлу ваљаоницу где се обликује у жељени облик. Вруће ваљани челик се затим подвргава даљим термичким обрадама, као што су жарење или каљење, како би се побољшала његова својства. Жарење подразумева загревање челика на високе температуре, а затим његово споро хлађење како би постао мекши и дуктилнији. Каљење подразумева брзо хлађење челика како би се попустио и ојачао.
Следећи корак у производњи је машинска обрада.Цеви од нерђајућег челикасе обрађује до коначног облика, величине и дужине коришћењем разних алата, укључујући стругове, глодалице и бушилице.
Процес машинске обраде може такође укључивати уклањање било каквих површинских несавршености као што су храпавост или неравнине. Након процеса машинске обраде, цеви од нерђајућег челика се чисте како би се уклонила свака контаминација пре него што се пошаљу на инспекцију. Ово је кључни корак у осигуравању да готов производ испуњава потребне спецификације и стандарде квалитета.
Процес испитивања обухвата испитивање притиском, испитивање магнетним честицама, ултразвучно испитивање и друга испитивања. Коначно, цев од нерђајућег челика је завршена и спремна за испоруку или инсталацију.
Цеви могу бити подвргнуте различитим површинским третманима као што су полирање, брушење или електрополирање како би се побољшао њихов изглед и отпорност на корозију.
Закључно, процес производње цеви од нерђајућег челика је сложен и захтева стручност и пажњу посвећену детаљима. Међутим, предности цеви од нерђајућег челика чине га популарним материјалом у различитим индустријама. Процес одабира квалитетних сировина, топљења, ливења, ваљања, термичке обраде, машинске обраде, инспекције и завршне обраде резултира издржљивим, на корозију отпорним производом који може да издржи тешке услове и пружи године поуздане употребе.
Паковање је углавном голо, повезивање челичном жицом, веома јако.
Ако имате посебне захтеве, можете користити амбалажу отпорну на рђу и лепшу.

Превоз:Експресна достава (испорука узорка), ваздушни, железнички, копнени, морски транспорт (FCL или LCL или расути)


Наш купац

П: Да ли су произвођачи УА?
О: Да, ми смо произвођач. Имамо сопствену фабрику која се налази у граду Тјенђину, Кина.
П: Могу ли добити пробну поруџбину само неколико тона?
О: Наравно. Можемо вам послати терет са услугом ЛЦЛ транспорта (мање контејнерског оптерећења).
П: Ако је узорак бесплатан?
О: Узорак је бесплатан, али купац плаћа трошкове превоза.
П: Да ли сте добављач злата и да ли вршите гаранцију трговине?
О: Ми смо седам година добављач злата и прихватамо трговинске гаранције.
-
1,5 мм дебљине 1,5 мм 410 степена сјаја од нерђајућег челика...
-

301 302 303 304 304Л 309 310 310С 316 316Л 321 ...
-

2б/Ба/Бр. 1/Бр. 4/Хл/8К Сс завојница хладно ваљана/топло ваљана...
-

630 шипки од нерђајућег челика
-

Ројал Груп 201 202 204 Бешавни нерђајући челик...
-

408 409 410 416 420 430 440 Цеви од нерђајућег челика...





